







新闻资讯
联系我们
- 电话:+86-0760-89829983
- 传真:+86-0760-22551515
- 手机:18933322298(李小姐)
- 地址:中山市小榄镇绩东二建祥街二巷12号(盛境大厦)A栋一楼

微信平台

格帝斯微信公众号:zs-gds
控制拉丝/拖尾的解决方法是在点胶机滴胶针头上或附近点进行加热
发布时间:2023-02-27 08:51:19编辑:浏览:
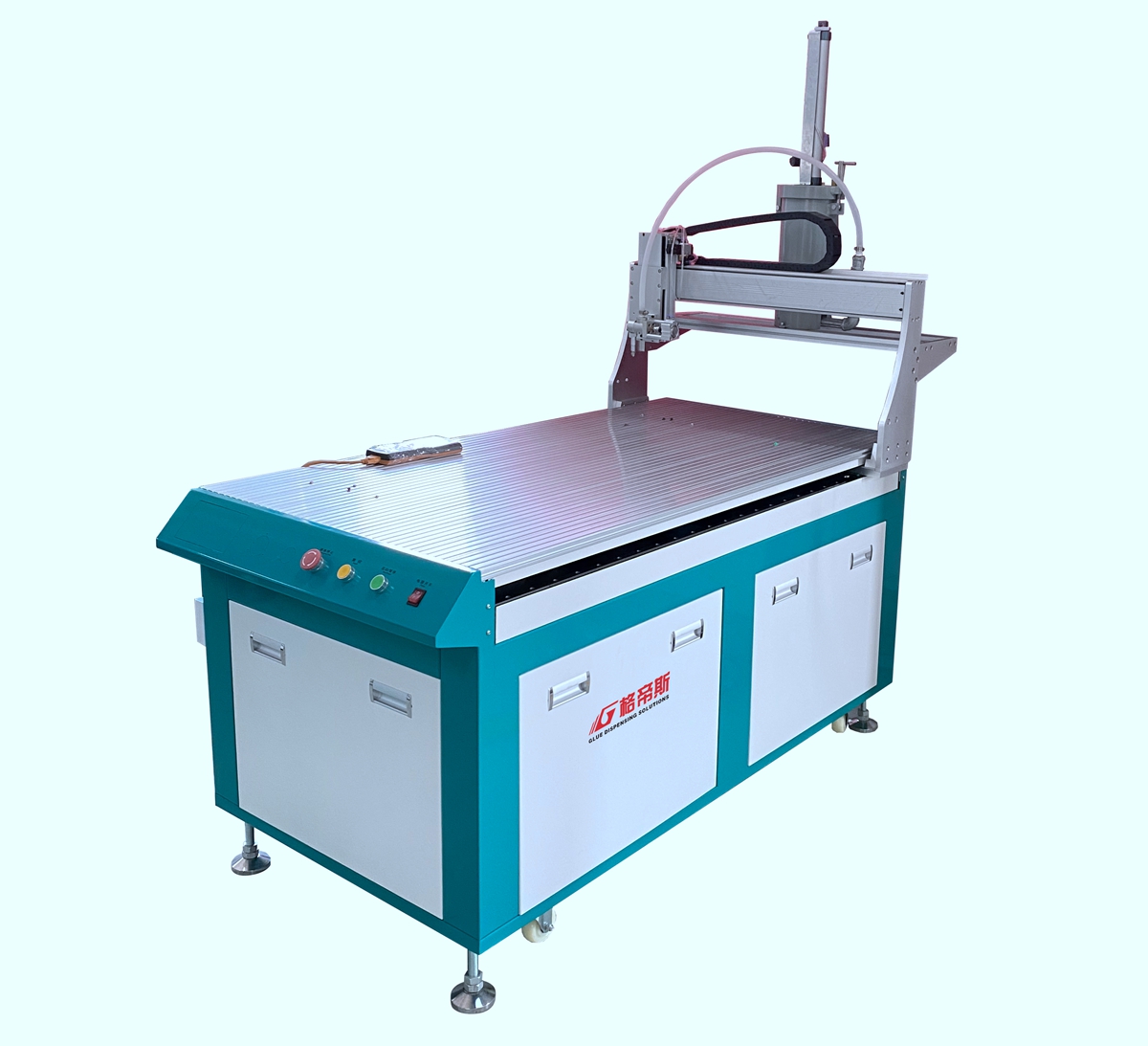
点胶机在点胶常见的缺陷如果不及时处理就容易造成生产的质量问题,甚至影响电性能,包括有拉丝、拖尾、胶点大小的不连续、无胶点和卫星胶点等问题,胶的拉线和拖尾是滴涂工艺中常见现象,甚至特别为高速滴胶配制的胶都有可能出现拉丝现象,胶水更易脱落,还有可能会引起虚焊等。这有可能是因为对点胶机设备的工艺参数调整不到位,如针头内径太小,点胶压力太高,针头离PCB的距离太大等。也有可能对贴片胶的性能了解不够,贴片胶与施加工艺不相兼容,或者贴片胶的品质不好,粘度发生变化或已过期。其它原因也可引起拉丝/拖尾,如对板的静电放电,板的弯曲或板的支撑不够等。
点胶时有点胶动作,却无出胶量或针头出胶量偏少,可能是贴片胶中混入气泡、针头被堵塞,或者生产线的气压不够这三种原因。这时,注射针筒中的胶应进行脱气泡处理,特别是自己装的胶。经常更换清洁的针头。适当调整机器压力。如果经常发生堵塞,可以考虑更换其它品牌的贴片胶。针对上述原因,可调整工艺参数,更换较大内径的针头,降低点胶压力,调整针头离PCB的高度;同时检查所用贴片胶的出厂日期、胶的性能及使用要求,是否适合本工艺的涂覆等。若贴片胶确实变质,可进行更换。另外,实践证明控制拉丝/拖尾的最好方法是在滴胶针头上或附近点进行加热,降低粘度,贴片胶易断开,不产生拉丝/拖尾。
